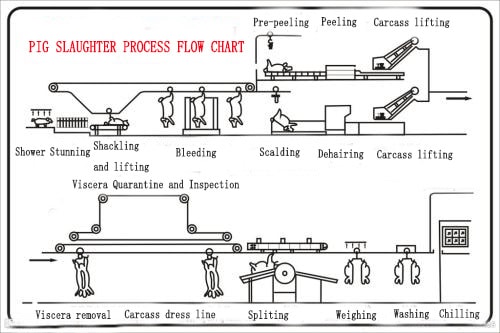
Дуңгыз үтерү линиясе процессы






Дуңгыз үтерү линиясе
Дуңгыз үтерү линиясе
1. Дуңгызның зарарлану сызыгы
Сәламәт дуңгыз тоткан ручкаларга керә → 12-24 сәгать ашау / эчүне туктату soy Котлау алдыннан душ → Шунда ук гаҗәпләнү → Шакмак һәм күтәрү → Килү → Кан китү (Вакыт: 5мин) → Дуңгыз мәетен юу → Скальдинг → Дехайринг → Мәет күтәрү → Чәч җырлау → юу һәм камчылау → Колакны кыру → Ректум мөһерләү → Генитларны кисү → Күкрәкне ачу → Ак висераны чыгару (Ак вискераны тикшерү өчен ак вискера карантин конвейеры подъездына куегыз → ①② → → Тричинелла спиралисын тикшерү → Кызыл вискераны чыгару → Кызыл вискераны чыгару inspection Кызыл вискера тикшерү өчен кызыл висера карантин конвейерына эленгән → ②③ → head Алдан кисү → Бөлү → Мәет һәм висера синхрон карантин → Койрык кисү → Баш туяк кисү → Инфрак туяк кисү → Яфрак майны чыгару → Ак мәетне кыру → Авырлык → юу → Суыту (0-4 ℃) → Яңа ит мөһере Суытылган ит мөһерләре
Яисә three Өч бүлеккә бүлегез → Ит кисү → ightлчәү һәм төрү → Туңдыру яки яңарту → подшипникны алу → Салкын саклау → Сату өчен ит кисегез.
① Квалификацияле ак вискера эшкәртү өчен ак висера бүлмәсенә керә. Ашказаны эчтәлеге һава җибәрү системасы аша цехтан 50 метр чамасы калдыкларны саклау бүлмәсенә китерелә.
HighСыйфатсыз мәетләр, кызыл һәм ак вискералар югары температурада эшкәртү өчен сую цехыннан чыгарылды.
RedКвалификацияләнгән кызыл вискера эшкәртү өчен кызыл висера бүлмәсенә керә.
2. Дуңгыз кабыгы сызыгы процессы
Сәламәт дуңгыз тоткан каләмнәргә керә → 12-24 сәгать ашау / эчүне туктату soy Котлау алдыннан душ → Шунда ук гаҗәпләнү → Шакмаклау һәм күтәрү → ingтерү → Кан җибәрү (Вакыт: 5мин) → Дуңгыз мәетен юу → баш кисү → Дуңгызны алдан кабыкка бушатыгыз. станция → Туяк һәм койрык кисү (Баш һәм туяк эшкәртү бүлмәсенә җибәрелә) → Алдан суырту → Пилинг (Дуңгыз тиресен вакытлыча саклау бүлмәсе → → Мәет күтәрү → Кисү → Ректум мөһерләү → Генитларны кисү → Күкрәк ачу → Ак вискераны чыгару (Акны куегыз тикшерү өчен ак вискера карантин конвейеры подъездында вискера → ①② → → Трихинелла спиралис инспекциясе red Кызыл вискераны чыгару → Кызыл вискераны чыгару inspection Кызыл вискераны тикшерү өчен кызыл висера карантин конвейеры эленәләр → ②③) → баш кисү → Бөлү → Мәет һәм вискера синхрон карантин → Койрык кисү → Баш кисү → Алгы туяк кисү → Инд туяк кисү → Яфрак майын чыгару → Ак мәетне кисү → Авырлык → юу → Суыту (0-4 ℃) → Яңа ит мөһере Суытылган ит мөһерләр
Яисә three Өч бүлеккә бүлегез → Ит кисү → ightлчәү һәм төрү → Туңдыру яки яңарту → подшипникны алу → Салкын саклау → Сату өчен ит кисегез.
① Квалификацияле ак вискера эшкәртү өчен ак висера бүлмәсенә керә. Ашказаны эчтәлеге һава җибәрү системасы аша цехтан 50 метр чамасы калдыкларны саклау бүлмәсенә китерелә.
HighСыйфатсыз мәетләр, кызыл һәм ак вискералар югары температурада эшкәртү өчен сую цехыннан чыгарылды.
RedКвалификацияләнгән кызыл вискера эшкәртү өчен кызыл висера бүлмәсенә керә.

Дуңгыз эшкәртү машинасы

Дуңгыз кабыгы
Дуңгыз үтерү процессы
Каләмнәр белән идарә итү
) Сертификат һәм йөк туры килгәннән соң бушатырга рөхсәт ителә.
2. изоляция өлкәсенә корралланган, күзәтүне дәвам итегез; авыру һәм инвалид дуңгызлар ашыгыч сою бүлмәсенә җибәрелә.
)
4. Күзәтү өчен изоляция өлкәсенә. расланган авыру дуңгызны раслагыз һәм аларны ашыгыч сою бүлмәсенә җибәрегез , сәламәт дуңгыз суюдан 3 сәгать алдан су эчүне туктата.
5 дуңгыз.
. бер дуңгыз гына алга бара ала, һәм дуңгызны кире бора алмый, бу вакытта дуңгыз очышының киңлеге 380-400 мм итеп эшләнгән.
Гаҗәп
(1) Стун - дуңгыз суюда мөһим өлеш, тиз арада гаҗәпләнүнең максаты - дуңгызны вакытлыча аңсыз һәм коматоз хәлендә итү, шулай итеп үтерү һәм кан китү, операторларның куркынычсызлыгын тәэмин итү, хезмәт интенсивлыгын киметү, хезмәтне яхшырту. җитештерү эффективлыгы, сою тирәсендәге тирәлекне тыныч тоту, ит сыйфатын яхшырту.
. Электр үткәрүчәнлеген яхшырту өчен 5% эзлекле, гаҗәеп көчәнеш: 70-90в, вакыт: 1-3с.
. дуңгыздагы киеренкелекне бетерегез, дуңгыз дулкынланмаган шартларда ми һәм йөрәкне гаҗәпләндерә, гаҗәп вакыт: 1-3с, гаҗәп көчәнеш: 150-300в, гаҗәеп ток: 1-3А, гаҗәп ешлык: 800hz
Бу искиткеч ысул кан тапларыннан һәм ватыклардан азат, һәм ул PH кыйммәтенең төшүен тоткарлый, шул ук вакытта дуңгыз ите һәм хайваннар иминлеге сыйфатын яхшырта.
Kтерү һәм кан җибәрү
. Кан җыю һәм куллану өчен уңайлы, ул шулай ук үтерү сәләтен яхшырта. Бу шулай ук өч нокталы гаҗәеп машинаның камил комбинациясе.
. пычак белән дуңгыз.
. , кан китү вакыты гадәттә 5мин.
Скальдинг һәм дехиринг
(1) Дуңгыз кабыгы: дуңгызны бушатучы аша дуңгызны бушатучы танк кабул итү өстәленә бушатыгыз, дуңгыз тәнен әкрен генә кабак танкына ташлагыз, кабызу ысулы - кул белән скальдлау һәм техниканы кабызу, су температурасы гадәттә 58- арасында контрольдә тотыла. 62 ℃, су температурасы артык югары, дуңгыз тәненең ак булуына китерә, сусызлану эффектына тәэсир итә.
Кайнату вакыты: 4-6мин。А “күк йөзе” парны турыдан-туры кайнату танкы өстендә агызу өчен эшләнгән.
● Иң югары мөһерләнгән дуңгыз кабыгы туннеле: дуңгыз организмы дуңгыз каннары сызыгыннан аска борылган тимер юл аша автомат рәвештә тоннельгә җибәреләчәк, 4-6 минутка мөһерләнгән дуңгыз кабыгы танкында кабызыла, басым чыбыклары тоту өчен эшләнергә тиеш дуңгыз җибәрү һәм кабызу процессында, дуңгыз йөзмәсен. Дуңгыз кабызганнан соң автоматик рәвештә кәкре тимер юл аша чыгарылачак, бу төрләү танкы җылылыкны саклауның яхшы эффектына ия.
● Пар кайнату тоннель системасы: дуңгызны автоматик кан сызыгында асып, кайнату туннеленә кертү, бу ысул ысулы эшчеләрнең эш көчен арттырды, эш нәтиҗәлелеген күтәрде, дуңгыз кабынуның механикалаштырылган эшләвен аңлады һәм шул ук вакытта дуңгызлар арасындагы кросс-инфекциянең кимчелекләрен булдырмадылар, итне санитар иттеләр. Бу ысул - дуңгыз кабынуның иң алдынгы, иң идеаль формасы.
● Горизонталь дехиринг: бу дехейр ысулы нигездә 100 модель дегиринг машинасын, 200 модель механик (гидротехник) дехиринг машинасын, 300 модель механик (гидротехник) дехиринг машинасын, ике валлы гидротехник машинаны куллана. дуңгыз чәчләрен чыгару өчен, эретү танкы һәм аларны автоматик рәвештә зарарсыз машинага кертегез, зур роликларны әйләндереп алыгыз һәм йомшак калакны кырыгыз, аннары дуңгыз кисү конвейерына яки чистарту өчен чиста су савытына керә.
● U тибындагы автоматик сүндерү машинасы: сусызландыру машинасының бу формасы өстән мөһерләнгән скальд туннеле яки пар кайнату туннелы системасы белән бергә кулланырга мөмкин, кабан дуңгызы кан җибәрү сызыгыннан дуңгыз бушатучысы аша, йомшак калак һәм спираль ысул белән кулланырга мөмкин. дуңгызны сүндерү машинасының ахырыннан икенче очына кадәр, аннары дуңгыз кыру өчен конвейерга керә.
Мәет эшкәртү
(1) Мәет эшкәртү станциясе: мәетне кыру, ректум мөһерләү, җенес кисү,
күкрәк ачу, ак вискераны бетерү, трихинелла спиралисы карантины, кызыл висераны бетерү, кызыл висераны чыгару, бүлү, карантин, яфрак майларын алу һ.б.
Барысы да мәетне автоматик эшкәртү линиясендә эшләнгән. Дуңгыз мәете процессының тимер юл дизайны цех идәненнән 2400 ммнан ким түгел.
.
(3) Дуңгыз күкрәген ачканнан соң, дуңгыз күкрәгендәге ак вискераны, эчәк, трипны алыгыз. Ак вискераны тикшерү өчен ак вискера карантин конвейерына салыгыз.
.
5
(6) Дуңгызның бүленгәннән соң, алгы туягын, арткы туягын һәм дуңгыз койрыгын алыгыз, чыгарылган туяк һәм койрык арба белән эшкәртү бүлмәсенә китерелә.
(7) Бөерләрне һәм яфрак майларын алыгыз, чыгарылган бөерләр һәм яфрак майлары арба белән эшкәртү бүлмәсенә китерелә.
(8) Кисү өчен дуңгыз мәете, кырылганнан соң, мәет үлчәү өчен электрон таразага керә. Ighлчәү нәтиҗәләре буенча классификацияләү һәм мөһерләү.
Синхрон карантин
(1) Дуңгыз мәетләре, ак висера һәм кызыл вискера сайлау һәм тикшерү өчен идәнгә урнаштырылган карантин конвейеры белән тикшерү өлкәсенә китерәләр.
) эшкәртү.
.
.
.
Продукцияне эшкәртү
. торбаны кысылган һава белән җибәрү. Дуңгыз трипында юу өчен трип кер юу машинасы бар. Чистартылган эчәкләрне һәм ашказаны суыткыч саклауга яки яңа саклауга төрү һәм төрү.
2.
1. Ак мәет суыту
(1) Дуңгыз мәете кырылганнан һәм юылганнан соң, суыту бүлмәсенә керегез, бу дуңгыз итен салкын кисү технологиясенең мөһим өлеше.
(2) Ак мәетне суыту вакытын кыскарту өчен, мәетнең тиз суыту технологиясе мәет суыту бүлмәсенә керер алдыннан эшләнгән, тиз суыту бүлмәсе температурасы -20 as итеп эшләнгән, һәм тиз суыту вакыты. 90 минут итеп эшләнгән.
(3) Суыту бүлмәсенең температурасы: 0-4 ℃, суыту вакыты 16 сәгатьтән артмый.
.
Кисү һәм төрү
. аннары ит кисүче персонал тарафыннан ит кисәкләренә бүленә.
2. яңа.
(3) Туңдырылган продуктны тартмага тутырыгыз һәм туңдыргычта саклагыз (-18 ℃)
(4) Бонинг һәм кисү бүлмәсенең температурасын контрольдә тоту: 10-15 ℃, төрү бүлмәсенең температурасын контрольдә тоту: 10 under астында.
Мин ике сую сызыгы арасындагы аерманы зәңгәр төстә билгеләдем. Дуңгыз союның зурлыгына карамастан, дуңгыз сою линиясе дизайны союның күләме, урнашуы һәм көндәлек сую күләме кебек факторларга нигезләнергә тиеш. Сою җиһазларын сатып алу өчен төрле факторларны (шул исәптән инвестицияләр, эшчеләр саны, сою дәрәҗәсе, планлаштырылган саклау күләме һ.б.) комплекслы карау. Заманча дуңгыз сую линиясе әкренләп автоматизациягә таба үсә, ләкин автоматлаштыру дәрәҗәсе никадәр югары булса, шулай ук сою линиясе җиһазлары инвестициясенең бәясе дә югары була - соңрак хезмәт чыгымнары чагыштырмача түбән булачак. Фитнес иң яхшысы, югары автоматлаштыру дәрәҗәсе иң яхшысы түгел.
Детальләр Рәсем